仰焊即在焊接中焊接位置处于水平下方的焊接,是四种基本焊接位置中最困难的一种焊接。由于熔池位置在焊件下面,焊条熔滴金属的重力会阻碍熔滴过渡,熔池金属也受自身重力作用下坠,熔池体积越大温度越高,则熔池表面涨力越小,故仰焊时焊缝背面容易产生凹陷,正面焊道出现焊瘤,焊道形成困难。因此,仰焊最能反映施焊焊工的操作技术水平。
一、焊接步骤
1.打底焊
打底焊焊条考试板夹角为90°,与焊接方向夹角为70°~80°,焊接电流在120A左右,采用断弧焊焊法,在定位焊缝上引弧,然后焊条在施焊部位的坡口内轻微横向摆动,当焊至定位焊缝尾部时,应稍作预热,并将焊条向上顶一下,听到“嵫嵫”的声音则表明坡口根部已经被熔透,第一个熔池已经形成并使熔池前方形成向坡口两侧各深 0.5~1 mm 的熔孔,然后焊条向斜下方灭弧,利用电弧吹力把铁液托住,并将一部分铁液送到试板背面,要使新熔池覆盖前一熔池的二分之一,灭弧的动作要快,干净利落,灭弧频率为每分钟 30~50 次左右,并使焊条总是向上探。焊条中心要对准熔池前端与母材的交界处,每次接头的位置要准确。
2.填充焊
填充焊焊条与焊接方向的夹角为 85°~90°,焊接电流在 100~120A 之间。填充焊时应对前一道焊的焊渣进行仔细的清理,采用连弧焊法,两层三道进行施焊。在离焊道始终端10~15 mm 处引弧,然后将电弧拉回始焊处进行施焊,施焊采用短弧锯齿形或反月牙形运条。当焊条摆动到两侧坡口时稍微停顿,即两侧慢,中间快,保持熔池成椭圆,焊道平整,焊接
最后一道填充层焊道时,要保证坡口边缘完整,其高度距试板件表面以 1mm 左右为宜。
3.盖面焊
盖面焊焊条与焊接方向的夹角为 85°~90°,两侧试板的夹角为 90°,盖面焊接操作方法与填充焊基本相同,当焊条摆动到坡口边缘时,要稍微停顿,以坡口边缘融化 1~2mm为准,以防咬边,使焊缝表面平整。
二、操作要点
1.仰焊时一定要注意保持正确的操作姿势,焊接点不要处于人的正上方,应为上方偏前,且焊缝偏向操作人员的右侧,如图 1 所示,仰焊的焊条夹持方式与立焊相同。
图 1:仰焊正确操作姿势
2.采用小直径焊条、小电流焊接,一般仰焊的焊接电流在平焊的焊接电流与立焊的焊接电流之间。
3.采用短弧焊接,以利于熔滴过渡。
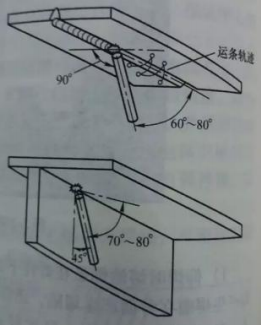
4.保持适当的焊条角度和正确的运条方式(见图 2)。对于不开坡口的对接仰焊,间隙小时宜采用直线形运条,间隙大时宜采用往复直线型运条。开坡口对接仰焊采用多层焊时,第一层焊缝根据坡口间隙大小选用直线形或直线型运条方式。其余各层均采用月牙形或锯齿形运条方式。多层多道焊宜采用直线形运条。对于焊脚尺寸较小的 T 形接头,采用单层焊,选用直线型运条方式。焊脚尺寸较大时,采用多层焊或多层多道焊。第一层宜选用直线型运条,其余各层可采用斜环形或三角形运条方式。
图 2:仰焊的焊条角度和运条方式
5.当熔池的温度过高时,可以将电弧稍稍抬起,使熔池温度稍微降低。
6.仰焊时由于焊枪和电缆的重力等作用,操作人员容易出现持枪不稳等现象,所以有时需要双手握枪进行焊接。
7.采用斜圆圈运条时应有意识地让焊条头先指向上板,使熔滴先与上板融合,由于运条的作用,部分金属液会自然地被拖到立面的钢板上来,这样两遍就能得到均匀的熔合了。
8.直线型运条时应保持 0.5~1mm 的短弧焊接,不要将焊条头搭载焊缝上拖着走,以防出现窄而凸的焊缝。
9.保持正确的焊条角度和均匀的焊速,保持短弧,向上送进速度要与焊条燃烧速度一致。
10.施焊中所看到的熔池表面为平或稍凹时为最佳,当温度较高时,熔池会表面外鼓或突起,严重时将出现焊瘤,解决的方法是加快向前摆动的速度和缩短两侧停留时间,必要时减小焊接电流。
11.多道焊时除打底仔细清渣外,盖面各道不要清渣,后一道焊的焊条中心指向前一道焊缝 1/3 或 1/2 的边缘。操作时焊条角度必须正确,速度要均匀,电弧要短。
来源:摘自网络